Greeting all Sherline owner, I had a mill that was use for many years since the 90s. Most of the time I had machine only small part. Recently I discovered that the y-axis pitch is not accurate when I wanted to machine over a longer distance.
I wanted to cut a piece of aluminum of 100mm length. Using a 3 mm end mill. I trim one end. So moving forward another 103mm would mean I have cut 100mm. But I had discovered that workpiece would end up 100.8mm. In the end I had to manually trim down the piece and constantly checking with vernier caliper till i have 100mm.
I did another experiment and drill 2 hole 100 mm apart. This time, the Y-axis was turn only 100 turn in one direction to achieve 100mm. The same result. It was longer than 100mm over hundred revolution.
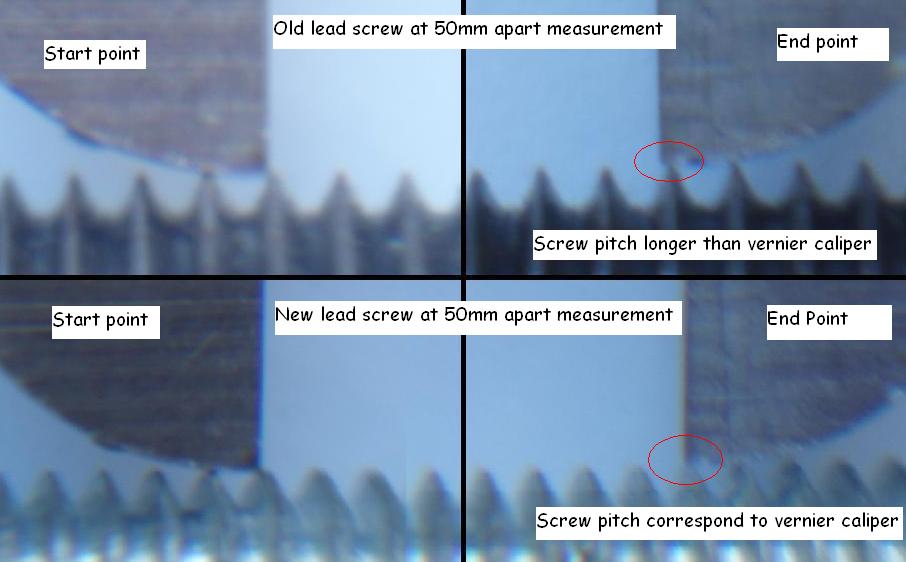
So I had to presume the lead screw was not accurate. All backlash were kept to a minimum. I have yet to remove the lead screw to check its pitch over a hundred mm. It is important to have an accurate lead screw in order to machine our part. If the error is less that 0.1 per 100mm, that is still OK since it a hobby machine.
So I would like to ask anyone with a Sherline metric mill or lathe to test out your machine to see if there are any difference? But do remember to test over a longer distance ( at least 100 apart ) to test the accuracy of leadscrew. Thanks!
I wanted to cut a piece of aluminum of 100mm length. Using a 3 mm end mill. I trim one end. So moving forward another 103mm would mean I have cut 100mm. But I had discovered that workpiece would end up 100.8mm. In the end I had to manually trim down the piece and constantly checking with vernier caliper till i have 100mm.
I did another experiment and drill 2 hole 100 mm apart. This time, the Y-axis was turn only 100 turn in one direction to achieve 100mm. The same result. It was longer than 100mm over hundred revolution.
So I had to presume the lead screw was not accurate. All backlash were kept to a minimum. I have yet to remove the lead screw to check its pitch over a hundred mm. It is important to have an accurate lead screw in order to machine our part. If the error is less that 0.1 per 100mm, that is still OK since it a hobby machine.
So I would like to ask anyone with a Sherline metric mill or lathe to test out your machine to see if there are any difference? But do remember to test over a longer distance ( at least 100 apart ) to test the accuracy of leadscrew. Thanks!



 Little wonder When I tried to CNC a circle in a piece, the hole is always slightly elongated.
Little wonder When I tried to CNC a circle in a piece, the hole is always slightly elongated. 


 <br> <br>
<br> <br> 


Comment